Interior System Components
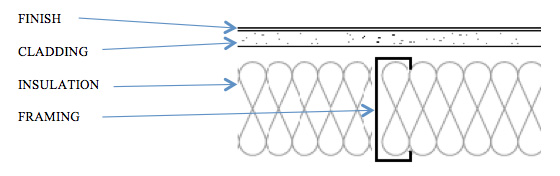
The following are the primary components that together make up an interior system:
Finishing
 The most common interior finish is paint. Painting the interior cladding is fast, efficient, and it allows the surface to “breathe”. Paint should only be applied over a cladding of gypsum board and never over a cement board cladding. Underneath the paint and above the cladding there are two options for finishing the joints and panel surface.
The most common interior finish is paint. Painting the interior cladding is fast, efficient, and it allows the surface to “breathe”. Paint should only be applied over a cladding of gypsum board and never over a cement board cladding. Underneath the paint and above the cladding there are two options for finishing the joints and panel surface.
 The first option is to apply a joint tape over the cladding joints and cover it with a specially formulated joint compound. This tape comes in two forms, either as a paper or as a glass fiber mesh. Additionally, joint compound can be purchased either as a ready-mix, where the product is ready to be applied on the joint directly from the pail, or as a bag mix, where the powder must be mixed with water. Even though the ready mix is the more popular compound, the bag mix actually “sets” like plaster and offers greater strength and less shrinkage than the ready-mixed version. Both types are manufactured to meet ASTM C475 Standard Specification for Joint Compound and Joint Tape for Finishing Gypsum Board. Because applying joint finishing is a craft, there will be unique variations to the final look of the compound on the surface. To help manage the expectations for the finished wall or ceiling, the members of AWCI in a joint effort with the Gypsum Association have developed level of finish specifications entitled GA 214 Recommended Levels of Gypsum Board Finish.
The first option is to apply a joint tape over the cladding joints and cover it with a specially formulated joint compound. This tape comes in two forms, either as a paper or as a glass fiber mesh. Additionally, joint compound can be purchased either as a ready-mix, where the product is ready to be applied on the joint directly from the pail, or as a bag mix, where the powder must be mixed with water. Even though the ready mix is the more popular compound, the bag mix actually “sets” like plaster and offers greater strength and less shrinkage than the ready-mixed version. Both types are manufactured to meet ASTM C475 Standard Specification for Joint Compound and Joint Tape for Finishing Gypsum Board. Because applying joint finishing is a craft, there will be unique variations to the final look of the compound on the surface. To help manage the expectations for the finished wall or ceiling, the members of AWCI in a joint effort with the Gypsum Association have developed level of finish specifications entitled GA 214 Recommended Levels of Gypsum Board Finish.
The next option available for filling between the cladding and the paint is to apply a gypsum-based plaster. Gypsum-based plaster can be either ‘conventional’ or ‘veneer’ plaster. Conventional plaster is typically three coats of plaster over a lath substrate, while veneer plaster is a thin coat of gypsum plaster over a gypsum panel.
 The lath used in conventional plaster can either be a special gypsum base panel or a metal composition. The lath is attached to the metal framing, and the plaster is mixed and applied over the lath at the jobsite. The thickness of the plaster will vary depending upon the type of lath. For gypsum lath, the thickness should be ½”. For metal lath, measured from the face of the lath, the plaster should be 5/8”. The installation of the lath should comply with the requirements of ASTM C841, Specification for the Installation of Interior Lathing and Furring. The application of the plaster should comply with the requirements of ASTM C842, Specification for the Application of Interior Gypsum Plaster. Additional special requirements must be met if metal lath is proposed for attachment to metal studs.
The lath used in conventional plaster can either be a special gypsum base panel or a metal composition. The lath is attached to the metal framing, and the plaster is mixed and applied over the lath at the jobsite. The thickness of the plaster will vary depending upon the type of lath. For gypsum lath, the thickness should be ½”. For metal lath, measured from the face of the lath, the plaster should be 5/8”. The installation of the lath should comply with the requirements of ASTM C841, Specification for the Installation of Interior Lathing and Furring. The application of the plaster should comply with the requirements of ASTM C842, Specification for the Application of Interior Gypsum Plaster. Additional special requirements must be met if metal lath is proposed for attachment to metal studs.
 Veneer plaster combines the ease and efficiency of standard gypsum panels with the durability of plaster. Standard gypsum panels, termed ‘gypsum base’ are manufactured with special face papers. These face papers are designed to enhance the bonding characteristics of a thin application of gypsum plaster. Installing gypsum base to metal framing is executed similarly to installing standard gypsum panels to metal framing. The joints between the standard gypsum panels should be finished with a chemically setting joint compound and paper tape. When applying gypsum base, comply with ASTM C844 Specification for Application of Gypsum Base to Receive Gypsum Veneer Plaster.
Veneer plaster combines the ease and efficiency of standard gypsum panels with the durability of plaster. Standard gypsum panels, termed ‘gypsum base’ are manufactured with special face papers. These face papers are designed to enhance the bonding characteristics of a thin application of gypsum plaster. Installing gypsum base to metal framing is executed similarly to installing standard gypsum panels to metal framing. The joints between the standard gypsum panels should be finished with a chemically setting joint compound and paper tape. When applying gypsum base, comply with ASTM C844 Specification for Application of Gypsum Base to Receive Gypsum Veneer Plaster.
Veneer gypsum plaster is available in two formulations, one with lime and the other without lime. While the formulation with lime offers easier application, the formulation without lime offers a much higher compressive strength and better durability. Veneer plaster can be applied in either one or two coats. The thickness of these coats is critical for a proper application. For single coat veneer plaster applications, the thickness should be 1/16”. For two-coat veneer plaster applications, the thickness should be 3/32”. Application of veneer plaster should comply with ASTM C843 Specification for Application of Gypsum Veneer Plaster.
Cladding
The first component, claddings are engineered panels that are designed to meet specific performance requirements, including fire resistance, structural capacity, moisture resistance (which includes mold resistance), durability, and surface readiness for aesthetic finishes. These various performance requirements will vary with the intended placement of the claddings and environmental conditions (interior or exterior). The most common claddings are either gypsum or cement based.
Gypsum panels consist of a mineral gypsum core that has a chemical composition of CaSO4.2H2O. The chemically combined water in gypsum panels is what gives them their inherent fire resistance. In addition, materials are added to provide enhanced performance. For example, glass fiber strands are added to the core to increase the fire resistance of the panel. The core is then covered with either paper facings or a glass fiber mat. Gypsum panels are manufactured to meet ASTM C1396 Standard Specification for Gypsum Board. Glass fiber mat panels are manufactured to meet ASTM C1658 Standard Specification for Glass Mat Gypsum Panels. Gypsum panels are rated as non-combustible.
Cement Board consists of a core of aggregated Portland cement which is reinforced with a polymer-coated glass fiber mesh that is embedded into the core on both faces. The combination of these materials results in a non-combustible panel suitable for wet environments. The panels are manufactured to meet either ASTM C1325 Standard Specification for Non-Asbestos Fiber-Mat Reinforced Cementitious Backer Units or ASTM C1186 Standard Specification for Flat Fiber Cement Sheets. Unlike gypsum panels, cement boards are only suitable as a backer panel substrate and should not be used as a finish layer with a paint coating.
Insulation
 Insulation in interior applications is typically used to improve interior acoustics. The insulation is installed in the cavity of the partition where the fibers of the insulation will help absorb sound energy as it passes through the system. The insulation’s fibrous material is composed either of glass fiber or mineral wool. Mineral wool can be made up of either rock or “slag” wool. Cavity insulation is available as either faced or un-faced (no facing on the insulation), kraft paper or foil, and is bonded to one face of the batt. The facing is typically used for thermal applications. Acoustical insulation can either be ‘friction fit’ or held in place with supplementary supports. Acoustic batt insulation is manufactured to meet both ASTM C665 Standard Specification for Mineral Fiber Blanket Thermal Insulation for Light Frame Construction and Manufactured Housing and ASTM C553 Standard Specification for Mineral Fiber Blanket Thermal Insulation for Commercial and Industrial Applications.
Insulation in interior applications is typically used to improve interior acoustics. The insulation is installed in the cavity of the partition where the fibers of the insulation will help absorb sound energy as it passes through the system. The insulation’s fibrous material is composed either of glass fiber or mineral wool. Mineral wool can be made up of either rock or “slag” wool. Cavity insulation is available as either faced or un-faced (no facing on the insulation), kraft paper or foil, and is bonded to one face of the batt. The facing is typically used for thermal applications. Acoustical insulation can either be ‘friction fit’ or held in place with supplementary supports. Acoustic batt insulation is manufactured to meet both ASTM C665 Standard Specification for Mineral Fiber Blanket Thermal Insulation for Light Frame Construction and Manufactured Housing and ASTM C553 Standard Specification for Mineral Fiber Blanket Thermal Insulation for Commercial and Industrial Applications.
Interior Framing
 Cold-formed steel framing comes in both non-strucutral and structural profiles. Essentially there are two product lines that are available. Non-structural framing members are ideally suited for interior partitions and ceilings in non-combustible construction. They are available in depths of 1-5/8”, 2-1/2”, 3-5/8”, 4”, and 8”. The thickness of the steel used in non-structural framing is either 18 or 30 mil (25 or 20 ga.). The number of available framing member sizes makes it is easy to choose the appropriate depth, gage, and framing spacing for many interior applications. However, where the design calls for a very tall wall, the architect can use the heavier gage and deeper stud profiles found in the structural stud line of cold-formed steel framing. Non-structural bearing cold-formed steel framing is manufactured to meet ASTM C645 Standard Specification for Nonstructural Steel Framing Members.
Cold-formed steel framing comes in both non-strucutral and structural profiles. Essentially there are two product lines that are available. Non-structural framing members are ideally suited for interior partitions and ceilings in non-combustible construction. They are available in depths of 1-5/8”, 2-1/2”, 3-5/8”, 4”, and 8”. The thickness of the steel used in non-structural framing is either 18 or 30 mil (25 or 20 ga.). The number of available framing member sizes makes it is easy to choose the appropriate depth, gage, and framing spacing for many interior applications. However, where the design calls for a very tall wall, the architect can use the heavier gage and deeper stud profiles found in the structural stud line of cold-formed steel framing. Non-structural bearing cold-formed steel framing is manufactured to meet ASTM C645 Standard Specification for Nonstructural Steel Framing Members.
 The bare steel itself must conform to ASTM A1003 Specification for Steel Sheet, Carbon Metallic- and Nonmetallic-Coated for Cold-Formed Framing Members while the protective coating on the steel must conform to the specifications of ASTM A653 Specification for Steel Sheet, Zinc Coated (Galvanized) or Zinc-Iron Alloy- Coated (Galvannealed) by the Hot Dip Process. A G-40 or its equivalent (the thickness of the zinc that is applied over the steel) is required for non-structural framing. The rating denotes the amount of zinc that is applied in ounces per square foot of bare steel. The structural capacity is a function of the stud profile. To help in designing the framing of the system, the Steel Framing Industry Association (SFIA) offers a Technical Guide.
The bare steel itself must conform to ASTM A1003 Specification for Steel Sheet, Carbon Metallic- and Nonmetallic-Coated for Cold-Formed Framing Members while the protective coating on the steel must conform to the specifications of ASTM A653 Specification for Steel Sheet, Zinc Coated (Galvanized) or Zinc-Iron Alloy- Coated (Galvannealed) by the Hot Dip Process. A G-40 or its equivalent (the thickness of the zinc that is applied over the steel) is required for non-structural framing. The rating denotes the amount of zinc that is applied in ounces per square foot of bare steel. The structural capacity is a function of the stud profile. To help in designing the framing of the system, the Steel Framing Industry Association (SFIA) offers a Technical Guide.